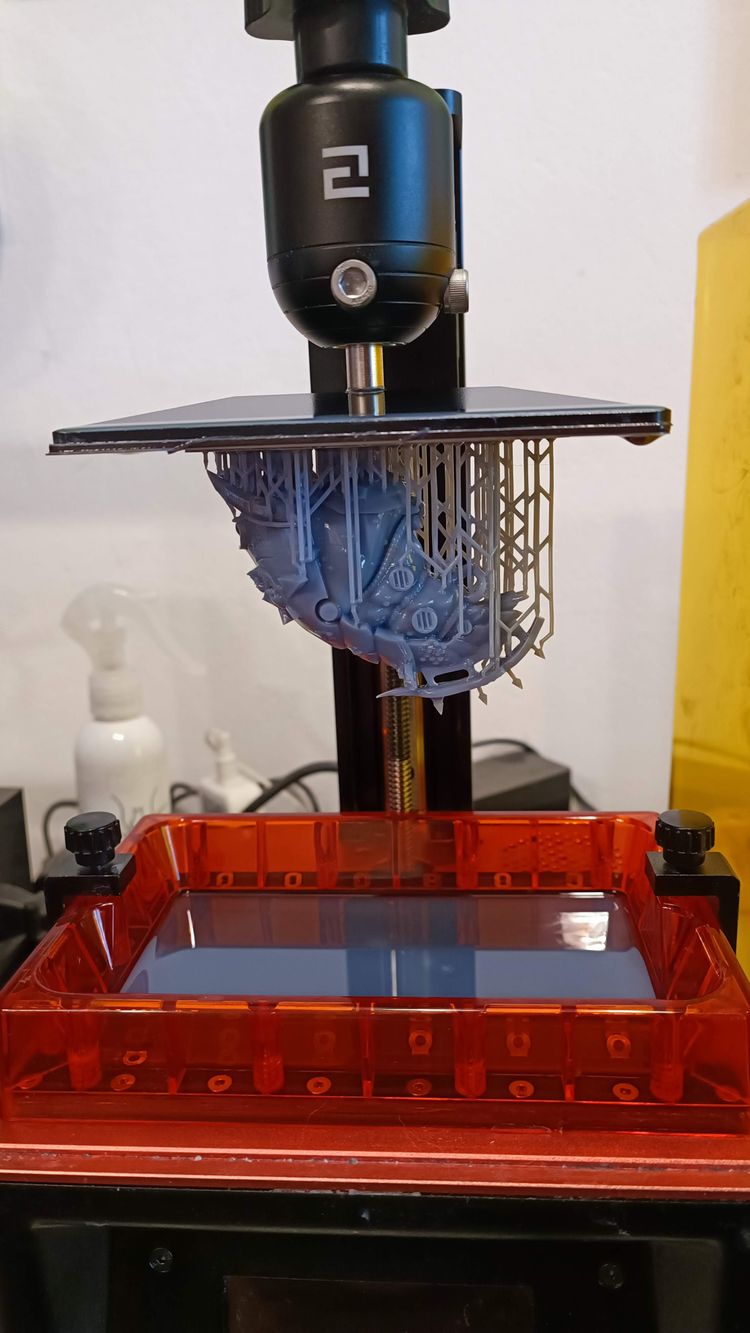
Hier hat ausnahmsweise alles geklappt.
Nach den umfangreichen Erfahrungen mit Fails im FDM-Druck widmen wir uns heute den größten Hoppalas, die uns beim SLA- oder Resin-Druck unterlaufen sind, und erklären, wie man sie in Zukunft vermeiden kann. Mit dabei ist alles: Von kaputten Bildschirmen über ranziges Resin bis zu menschlichem Totalversagen reicht die Palette. Manche Fehler sind uns richtig peinlich, andere sind sogar richtig gefährlich. Aber lesen Sie selbst.
Was ist Resin- oder SLA-Druck?
Im Gegensatz zu FDM-Druckern wird beim Stereolithografie- oder SLA-Druck kein Filamentfaden, sondern flüssiges Kunstharz (Resin) verwendet. Dabei wird die Druckplatte in ein mit diesem Kunstharz gefülltes Becken getaucht. Eine Lichtquelle unter dem Becken, beleuchtet die Druckplatte mit UV-Licht, ein LCD-Bildschirm davor dient als Filter und dunkelt Bereich ab, wo das Harz nicht aushärten soll.
Damit lassen sich Details im Zehntelmillimeterbereich drucken, je nach Auflösung des Bildschirms. Im Consumer-Bereich hat sich mittlerweile 4K durchgesetzt, während bei den Profimodellen oft schon 8K-Bildschirme zum Einsatz kommen. Durch die hohe Genauigkeit eignen sich Resindrucker vor allem für Statuetten, Miniaturen oder ganze Tabletop-Armeen. Mittlerweile gibt es darüber hinaus eine Vielzahl an verschiedenen Harzen für technische Anwendungen, die besonders schlagfest oder temperaturbeständig sind.
Das ewige Gwirks mit dem Levelling
Wie bei allen 3D-Druckern muss die Druckplatte richtig ausgerichtet, also gelevelt, werden. Schließlich soll es möglichst exakt auf dem Bildschirm aufliegen. Wer den Druck ohne korrektes Levelling beginnt, riskiert, dass das Objekt nicht daran haftet. Da der Bildschirm aber weiter belichtet, wird das Material im Bett immer weiter ausgehärtet, bis man am Ende mit einem schleimigen Mix aus zähflüssigem Resin mit harten Bröckchen dasteht.
Appetitlich ist das alles nicht, deshalb ist es extrem wichtig, die Druckplatte auch korrekt auszurichten. Beim Levelling löst man zuerst die Stellschrauben der Platte, legt ein Stück normales Kopierpapier auf den Bildschirm, drückt die Hometaste und beginnt, die Platte so auszurichten, dass sich das Papier gerade noch ohne viel Kraftaufwand hervorziehen lässt. Erst dann werden die Schrauben wieder festgezogen.
Dreckige FEP-Folie am besten mit einem Loch darin verwenden
Ist mal wieder ein Druck gescheitert und im Becken statt auf der Platte kleben geblieben, gibt es oft nur eine Möglichkeit: Handschuhe anziehen und die festklebenden Teile vorsichtig von der Plastikfolie am Boden des Beckens mit den Fingern abkletzeln.
Ist man dabei nicht extrem vorsichtig, kann es dazu kommen, dass die Folie ausleiert, zerkratzt oder man sogar ein kleines Loch hineinreißt. Letzteres ist besonders perfide, denn Resin ist zähflüssig, und es dauert einige Zeit, bis das Material austritt. Sprich: Meistens sitzt das Becken schon wieder am Drucker, bis man die Sauerei bemerkt. Deshalb ist es sinnvoll, die FEP-Folie lieber früher als später zu wechseln.

Den Bildschirm verdrecken lassen
Was uns zum nächsten Fehler führt. Ist das Display einmal mit Harzresten mit büschelweise Katzenhaaren darin verklebt, muss eine Reinigung her. Normaler Glasreiniger stößt da aber schnell an seine Grenzen, denn die meisten Kunstharze lassen sich nur mit hochprozentigem Alkohol lösen – sind sie einmal durchgehärtet, hilft nur noch die Spachtel.
Dabei sollte man aber nicht mit der dreckigen Metallkelle arbeiten, die schon der Opa selig beim Bau der Garage verwendet und nicht mehr gereinigt hat. Bewährt haben sich Kunststoffspachtel aus dem Baumarkt. Ist der Dreck wirklich enorm, kann man es auch mit einem Reinigungsschaber für Ceranfelder oder einem Vignettenkratzer probieren. Dabei ist jedoch Vorsicht geboten, um die Glasplatte vor dem Display nicht zu zerkratzen.
Mit einem kaputten Display drucken
Scheitern die kostbaren Ausdrucke eines ganzen Trupps wütender Space Marines immer noch, dann ist vielleicht das Display beschädigt. Das kann man ganz leicht überprüfen, indem man das Programm zur Tankreinigung startet. Dabei wird das gesamte Display belichtet. Flackert es dabei oder bleiben Stellen schwarz, ist es Zeit den Bildschirm zu tauschen. Keine Bange: Diese gelten bei Resindruckern als Verschleißteil und sind deshalb meist auch nicht besonders teuer. Die meisten Drucker sind auch so designt, dass man den Bildschirm ohne großen Aufwand tauschen kann. Im Fall unseres Test-Druckers, einem Elegoo Mars Pro, muss man dafür nur wenige Schrauben lösen.
Achtung: Beim Überprüfen des Displays sollte man eine Schutzbrille tragen, da UV-Licht die Augen schädigt. Wer sich dieser Gefahr nicht aussetzen will, kann auch ein Handyvideo machen und während der Belichtungszeit den Raum verlassen.

Die falsche Aushärtezeiten einstellen
Ja, wir geben zu: Dieses Problem hat uns länger beschäftigt, als wir zugeben wollen. Im Slicer genannten Programm zum Erstellen der Druckdatei kann man die Belichtungszeiten einstellen, und das sollte man auch tun. Diese stehen meist direkt auf der Resinflasche in großen Zahlen drauf. Lesen und beachten sollte man sie halt. Denn: Dunkelfarbiges Resin braucht länger, um auszuhärten, als die helleren Vertreter. Eigentlich logisch. Diese Erkenntnis wurde jedoch mit vielen gescheiterten Drucken erkauft.
Das Aushöhlen vergessen
Wenn wir schon beim Slicen sind, noch ein wichtiger Tipp: Bei größeren Modellen sollte man immer auf "Hollow" drücken. Damit wird das innere einer Figur ausgehöhlt, das spart Zeit, Material, Gewicht und jede Menge teures Kunstharz.
Wer nämlich seinen neuen Sci-Fi-Panzer in der massiven Ausführung druckt, endet wahrscheinlich mit einem halbfertigen Ziegel, weil man das Resin gar nicht so schnell nachgießen kann, wie es verbraucht wird. Bei größeren Drucken kann man auch eine innere Stützstruktur erstellen.

Keine Löcher stanzen
Das ist eine der bittersten Lektionen, die wir lernen mussten: Wer auf die Löcher vergisst, der hat eine Zeitbombe im Schrank stehen. Der oben bereits erwähnte Panzer wird also regelkonform als hohles Objekt gedruckt. Das hat nur einen Nachteil: Dabei bleiben im Inneren Resinrückstände zurück, die nicht ausgehärtet werden können. Das flüssige Resin frisst sich im Lauf der Zeit durch die Wand des ausgehärteten Materials und tritt dann aus. Das passiert nicht gleich, sondern kann Wochen oder gar Monate dauern. Besonders bitter ist das, wenn das Modell schon bemalt in der Vitrine bei den anderen Miniaturen steht – und alles mit Kunstharzschleim versaut.
Daher ist es wichtig, im Slicer (wir empfehlen an dieser Stelle Chitubox oder Lichee in der Gratisversion) die Löcherfunktion zu nutzen. Diese kann man an einer unauffälligen Stelle platzieren, sie dienen als Abfluss für nicht gebrauchtes Resin. Das spart Geld, Zeit und rettet womöglich die liebevoll bemalte Miniaturenarmee.
In vielen Slicern lassen sich sogar Stoppel mit ausdrucken, mit denen man die Löcher nachher wieder verschließen kann, sobald das Resin abgeflossen ist. Oder man greift auf bewährte Methoden wie Epoxy Polymer Clay zurück – besser bekannt als "Green Stuff".
Resin aus dubiosen Quellen verwenden
Da hat der Sparefroh zugeschlagen: Das billigste Resin aus höchst dubiosen fernöstlichen Quellen erwies sich dann doch als Fehlschlag. Wer alle oben genannten Fehler schon gemacht, die Lösungen dazu befolgt hat, aber sich immer noch mit gescheiterten Drucken ärgert, hat wahrscheinlich einfach Pech bei der Materialwahl gehabt.
Laut unserer Erfahrung kann es sich auszahlen, das Harz eines anderen Herstellers zu probieren. Manche Hersteller scheinen während der Lieferschwierigkeiten durch die Corona-Pandemie mit enormen Qualitätsschwankungen zu kämpfen.
Zu dicke Supports
Bei den meisten Slicern kann man die Dicke der Stützstrukturen einstellen – eine Erkenntnis, die sich auch erst nach vielen Fehlschlägen einstellte. Wer dabei auf Nummer sicher geht und immer die dicksten Supports verwendet, der wird sich wahrscheinlich die feinen Details der Miniatur mitsamt den Stützen abreißen. Außerdem hinterlassen größere Supports dicke Krater auf der Oberfläche, sobald man sie entfernt, was dann wieder mehr Arbeit beim Spachteln und Schleifen verursacht. Es zahlt sich also aus, die Dicke der Stützen zu variieren, ein filigranes Schwert oder Stacheln werden auch von dünnen Supports ausreichend gehalten.
Achtung: Staub von gehärtetem Resin ist extrem schädlich für die Lunge. Deshalb ist es enorm wichtig, eine Maske zu tragen, wenn man die Kontaktstellen von Supports ausschleift.
Teuren Alkohol verwenden
Disclaimer: Anwendung auf eigene Gefahr. Ist der Druck gelungen, muss das Objekt gewaschen und gehärtet werden. Die meisten ungehärteten Kunstharze müssen mit Alkohol gewaschen werden, die Hersteller empfehlen dafür Isopropanol. Das ist hierzulande aber mit neun bis zwölf Euro pro Liter extrem teuer, vor allem, weil die Reinigungsflüssigkeit regelmäßig getauscht werden muss.
Unserer Erfahrung nach kann man auch viel günstigeres Bioethanol verwenden. Das gibt es im Baumarkt um einen Bruchteil des Preises. Wer auf dem Land lebt, kann sich einen Lebensvorrat Bioethanol auch per Kanister von der Tankstelle holen. Im absoluten Notfall reinigt auch Brennspiritus die Miniatur von Resinrückständen – in dem Fall sollte man aber vorher vielleicht noch die Summe der Feuerversicherung erhöhen.
Das Resin ordentlich durchbraten
Ist das Modell gewaschen, muss es im UV-Licht ausgehärtet werden. Dabei kann man natürlich, so wie wir, die Maximalzeit von einer Stunde einstellen und sich nachher wundern, warum das Material brüchig und spröde wird. Tatsächlich hat es sich bewährt, die Miniatur etwas kürzer auszuhärten, sodass eine gewisse Restflexibiltät übrig bleibt. Das ist im Grunde wie beim Steak: Medium schmeckt besser als well done.
Härten vor dem Abbrechen der Supports
Das ist einer dieser Fehler, die man nur einmal macht. Es zahlt sich auf jeden Fall aus, die Supports zu entfernen, bevor man den Druck aushärtet. Ist das Resin noch weich, lassen sich die Stützen meist recht leicht abziehen. Härtet man sie jedoch mit aus, hilft oft nur noch der Seitenschneider, was den Details der Figur gar nicht guttut. Außerdem sollte man beim Abzwicken der Strukturen unbedingt eine Schutzbrille tragen, denn Querschläger sind vorprogrammiert.
Lifehack: Silikonspray
Als Bonus möchten wir an dieser Stelle noch einen kleinen Hack präsentieren, der uns die Arbeit mit dem Resindrucker deutlich erleichtert hat. Damit das Druckobjekt auch wirklich auf der Platte und nicht im Becken haftet, kann man die Unterseite des Beckens, also die Folie, mit einer ganz dünnen Schicht Silikonspray einfetten. Dabei ist es wichtig, dass keine dicken Tropfen stehen bleiben, deshalb bietet es sich an, das Schmiermittel mit einem Stück Küchenrolle zu verreiben.
Sicherheit geht vor
Noch ein Sicherheitshinweis zum Schluss: Resin kann schwere allergische Reaktionen hervorrufen. Daher ist es wichtig, beim Hantieren mit Kunstharzen immer Handschuhe und nach Möglichkeit eine Schutzmaske zu tragen. Die von den Herstellern angebotenen Aktivkohlefilter haben sich in unserem Test gegen die unangenehmen Gerüche nicht bewährt. Am besten aufgehoben ist der Resindrucker in einem gut durchgelüfteten Raum, der Werkstatt, der Garage oder dem Kellerabteil. Resinreste oder die Inhalte des Reinigungstanks müssen fachgerecht entsorgt werden. (Peter Zellinger, 27.11.2022)